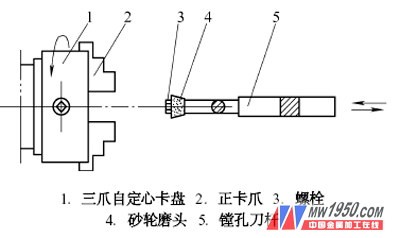
The three-jaw self-centering chuck is a universal fixture widely used in metal cutting machine tools, especially on horizontal lathes and CNC lathes. Chuck performance directly affects product accuracy and processing efficiency. 1. Use method 1 Select the size of the lathe to be trimmed according to the specifications of the chuck to be repaired (see attached table), and then bolt the chuck to the flange of the spindle of the lathe. If the chuck to be repaired is used on your own lathe, it can be directly polished. 2 Select the appropriate grinding wheel head to bolt to the boring head (as shown in the drawing). The prepared arbor is mounted on the lathe tool holder, and the shank extension is 20 to 30 mm longer than the claw. 3 Adjust the positive claw to a size of about 2 mm smaller than the inner hole of the chuck, move it into the holder, make the grinding head close to the inner surface of the claw, turn the chuck by hand, and check if the claw touches the holder or the holder. 4 After confirming that the cutter bar does not touch the chuck, it can be turned on at high speed. Manually move the boring bar to make the grinding head gradually touch the claws (usually grinding the innermost part of the claws first). 5 Use longitudinal (axial) automatic cutting, reciprocating grinding left and right, the feed rate is 0.1~0.2mm/r, and the transverse feeding is 0.01~0.03 mm every reciprocating. When the claw is fast grinding, the feed is appropriately reduced. Completed until all three jaws are whitened. 6 After checking the performance indicators of the repaired jaws, remove the chuck and the work is over. Next page
In general, the long grip surface of the three-jaw self-centering chuck positive jaw is used most frequently. With the gradual wear of the jaws, a small flared shape will be formed in the large part of the mouth, which will result in unsatisfactory clamping, inaccurate positioning, affecting product processing quality and work efficiency, and increasing labor intensity. Therefore, it should be timely and worn. The jaws are trimmed to restore their performance and accuracy requirements.
Commonly used dressing methods: 1 directly use the turning tool to cut the claws. Although it is easy to use, but the trimming effect is poor, it is difficult to cut the jaws with high hardness. 2 Install a special tool on the lathe slide, and grind the inner surface of the low-speed rotating claw with the high-speed rotating grinding wheel on the tool. Due to the complicated structure of the special tools and the poor versatility, it is difficult to push them widely. 3 Fix the chuck on the cylindrical grinding machine and grind the inner surface of the low-speed rotating claw with the grinding wheel on the grinding machine. This method has a good dressing effect, but it is limited by equipment, making it impossible for some small manufacturers to use this method.
Combined with the characteristics of the above methods, I designed a simple method of grinding the three-claw self-centering chuck positive jaw on the lathe. After more than ten years of application, the effect is good. As shown below: