Flat Washer And Spring Washer,Washer Lock Spring,Brass Spring Washer,Coil Spring Washer NINGBO YWC IMP. & EXP. CO.,LTD , https://www.nbywc-fastener.com
(mm)
(mm)
(mm) 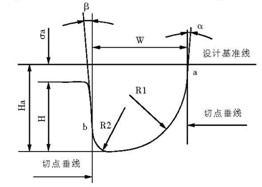
Analysis of application of thin cans sealing technology
At present, China already has more than 300 production lines for three cans, and its annual production capacity has reached 23 billion cans. 202 series (Φ52.3) small metal cans are widely used in food, beverage, chemical and other industries. The thickness of the traditional materials used in the tin cans is generally between 0.2 and 0.23mm. Starting from the end of the last century, the thickness of tinplate materials has been reduced to 0.14 to 0.16 mm in foreign countries, and the rate of material production can reach more than 30%. δ = 0.14 to 0.16 mm thin tin plate, is a new type of tin, called extremely thin (SR) tinplate. In order to make tinplate still have higher mechanical strength after thinning, its steel base composition and heat treatment process are adjusted accordingly. The δ = 0.15mm class A steel plate produced by Corus of Europe is to increase the strength (hardness) by reducing the Mn content (0.18~0.35W%) in the steel base component and reducing the annealing temperature.
First, the main issues of the current use of thin plate sealing
Due to the obvious economic benefits of using thin plates, some enterprises in China have begun to use such thin plates for metal containers. However, due to the large variation in the mechanical properties of the sheet material, especially its poor plasticity and high hardness, the currently used roll seal structures and related mold sizes, especially the roll seal groove that plays a key role in the roll seal The shape of the curve needs to be designed accordingly. If the plate thickness (δ=0.21mm) is still relevant and the roll seal structure and mold dimensions are relevant, the relevant cover and body hook dimensions in the structure, or the countersink dimensions and the curl outside dimensions in the mold, cannot satisfy the sheet. The seal requirements.
539 cans were made from δ = 0.16mm thin plates. The following problems were mainly encountered when they were subjected to roll-sealing operations:
(1) Wrinkle degree: If the wrinkle degree is more than 50%, it will not only affect the tightness of the roll seal, but also cause scratches on the external surface of the curling, tongue ejection and other defects.
(2) Splice rate: unstable, it is difficult to meet the relevant standards.
Second, the characteristics of thin plate sealing
According to the metal plastic deformation theory, when the deformation of the metal sheet exceeds the forming limit, instability and wrinkling occur. Excessive wrinkles will invalidate the curl and will not allow long-term preservation of food. Therefore, by analyzing the causes and influencing factors of the wrinkling of the metal sheet due to the instability during the roll-sealing process, it will play a guiding role in solving the wrinkle degree, overlap rate, tightness, and other quality indicators of the roll closure. The degree of wrinkle that can generally be accepted by a commercial can is a small wrinkle whose wrinkle length does not exceed 50% of the crimped length of the crimp, ie, a wrinkle degree of <50%, as shown in FIG. 1 .
Figure 1 Sketch of wrinkle
The cause and size of wrinkles are affected by many factors, which can be summarized as follows:
1, plate hardness
For the same kind of board, the greater the hardness, the better the elasticity, the more difficult the formability, easy to lose stability wrinkle.
Work hardening of δ = 0.16mm tinplate during the rolling process leads to a further increase in the material hardness and elastic modulus of the thin plate, which makes it difficult to subsequently wind the package.
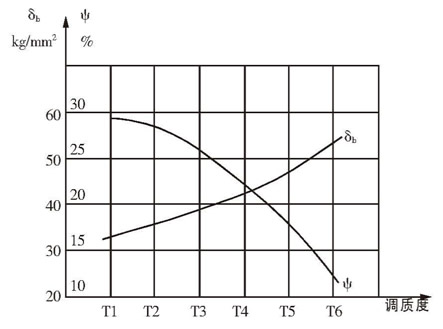
From FIG. 2 , it can be seen that as the T value of the tinplate increases (the hardness increases), the material's area shrinkage ratio 急% decreases sharply. It was found in the experiment that when the state of the roll-sealing machine is unchanged, when the cover with a low hardness is used, the wrinkles of the curling become smaller, and after the cover with a relatively high hardness is used, the wrinkle degree increases significantly.
Figure 2 Mechanical properties of tinplate
2, plate thickness
The greater the plate thickness, the better the formability, and the smaller the plate thickness, the harder the formability. When rolling thicker sheets, wrinkling does not occur until the later stages of the deformation stage. This belongs to the category of plastic instability. In general, the plastic instability at the later stage of forming has little wrinkles and can be easily eliminated. The formation of early elastic instability often results in the formation of dead folds that are difficult to flatten afterwards. Larger wrinkles in the roll-sealing process should be subject to this type of early-stage elastic instability.
3, can diameter
As the diameter of the cans becomes smaller (the curvature becomes larger), the degree of wrinkles and the number of them increase. For the same material, when the sealing diameter Φ153 is reached, the wrinkle degree can reach 20% or less; and when the sealing diameter is Φ52.3, the wrinkle degree is usually increased to 40% or more.
The smaller the outside diameter, the greater the amount of compressive deformation and the easier it is to lose wrinkling. When the outside diameter is small to a certain degree, the wrinkles may be too large to meet the requirements of commercial cans. This is the limit of the small outside diameter Dmin. Experiments have shown that the minimum outer diameter of the round can can be as small as about Φ38, and the round radius of the can can be as small as R15 (equivalent to Φ30).
In summary, the thin plate material used in this project has increased the hardness of the sheet material, has a thinned thickness and a small can diameter, which has increased the sensitivity to early destabilization of the hemming during double-winding sealing, and is likely to cause greater The degree of wrinkle.
Most of these influencing factors can be used to establish a certain relationship with the adjustment of the diameter of the deformation and the roll-sealing mold (including the first and second curves, the indenter, etc.), while others should mainly eliminate the defects by improving the accuracy of the reeling machine and its adjustment accuracy.
Third, the program and measures
Based on the analysis of the instability theory, we have formulated an experimental scheme for the thin-plate encapsulation by reducing the amount of deformation as the main line.
1, curl outside dimensions
In order to achieve the requirements for the quality indicators of the thin-plate cans, the principle of reducing the amount of deformation and the diameter of deformation is to preliminarily determine the external dimensions of the thin-plate crimping as shown in Table 1.
Table 1 External design of 202 cans sheet flanges
Thickness of tinplate (mm)
Roll thickness T
Hemming width W
Heading degree C
Can lid
Can body
Thickness
0.16
0.16
0.95±0.10
2.40±0.15
3.00±0.15
2, can body and can lid
Based on the diameter of the 202 standard can lid and the flange diameter of the can body, the diameter is reduced accordingly to reduce the deformation. Since the reduction of the outer diameter of the can lid requires a reduction in the size of the die blank and other related dimensions, this work also has the effect of saving the sheet.
The diameter of the flange of the can body is reduced, and at the same time, the method of spinning and crimping is adopted to solve defects such as cracks and wrinkles of the sheet.
3, curling curve
In the secondary reel-sealing technology, if the first reel closure fails, it is often difficult to adjust it with the second reel closure. Therefore, the design of the first coiled curve is very important. In theory, the design of strip sealing curves often takes into consideration the basic theories of materials mechanics, elastic and plastic mechanics, instability theory, and thin shell theory. Figure 3 shows a roll-up curve.
Figure 3 A Curve Curve
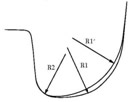
Due to the reduction in the size of the curled edge of the sheet, the width of a curve and the depth H of the curve are reduced accordingly. It is worth noting that (as shown in Figure 4), if R1 in the curve increases, it is easy to cause early elastic instability of the sheet, and the reduction of R1 can make the early deformation of the sheet more gentle. The radius curve of radius R1 can be further adjusted after the enveloping curve has been screened to obtain an ideal roll sealing curve.
Fig. 4 Curvature variation of R1 in the curve
4, head and buried head
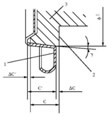
The head of the indenter is shown in Figure 5. In the figure, C is the burying degree of the indenter, C Ì is the head burying degree, â–³ c is the distance between the back of the indenter and the end surface of the cover, which is called the head difference, and â–³c Ì is the gap between the bottom of the indenter and the bottom of the can cover groove. .
Figure 5 Indentation degree of indenter and can lid
When the counterbalance Δc is 0.1 to 0.15 mm, the design size of ΦC should be greater than ΦH (the maximum diameter of the countersunk head part) of about 0.1 mm. Due to the error in the supply status and size of the can lid, the size of the countersunk head should be determined based on the actual size of the lid.
5, overlapping rate
The curling internal overlap rate is calculated by the following method:
Splice rate (%) =
Assuming that the overlap ratio is 70%, and the respective known data are substituted, the tank hook BH and the cover hook CH can be found to be about 1.7 to 1.8 mm.
Fourth, adjust the machine and try seal
Due to the high adjustment precision required for the sealing of extremely thin plates, attention should be paid to the following points when commissioning the machine:
1ã€Installation of a roller and pressure head
(1) In the roller assembly, the rolling axis of the roller shaft is ⩽ 0.03mm.
(2) The rollers rotate flexibly and the rack is reliably mounted.
(3) Indenter and tray installation is reliable.
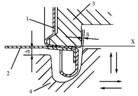
2, adjust the scroll wheel
The adjustment of the wheel position is shown in Figure 7. The horizontal (x-axis direction) adjustment of the roller is mainly related to the adjustment of the head gap δ; and the longitudinal adjustment is mainly the adjustment of the clearance Δ when the maximum reduction of the can body and the enclosing roller is performed. When adjusting:
δ ↑, CH ↓, easy to lose stability, wrinkle, fast mouth;
δ ↓, CH ↑, easy to bump head;
△ ↑, overlap rate (%) ↓;
Δ↓, overlap ratio (%) ↑, is the tightest when the △ minimum value reaches the design value △ = 0.3mm.
3, adjustment of head burying degree
In the process of crimping, by adjusting the heading degree C of the indenter, the countersinking difference ΔC is changed, and the length of the cover hook CH can be effectively changed, thereby changing the overlap ratio (%).
C↑, △C↑, CH↓, overlap rate (%)↓;
C↓, △C↓, CH↑, overlap rate (%)↑;
To increase the head C and the head difference â–³C, it is necessary to increase the head pressure (tray pressure), which will cause the deepening of the lid to increase the head cover C Ì. Reducing the heading C, and sometimes even the counterbalance ΔC, can reduce the head cover C Ì.
Figure 6 Adjustment of a roll-up wheel
1-can lid; 2-can body; 3-indenter; 4-seal roller
V. Conclusion
The research and experiment of thin double-spooling process in the 202 series (Φ52.3) small metal can-making process for δ=0.16mm thin plates confirmed that it can meet the requirements of various technical indicators in the 539-can production practice. The main technical parameters of this process are shown in Table 2. The research of this project has certain reference value for the application of δ = 0.16mm plate to other cans.
Table 2 Main technical parameters of sheet metal cans
a curve
Second curve
Indenter
crimping
Lead angle α=2°
Export angle β = 1°
Curve groove width W=2.06
Slot depth H = 1.44
Curve R1=1.70
Curve R2 = 0.50
Lead angle α=2°
Curve groove width W Ì=3.10
The depth of the curve groove H Ì=0.49
Curve R1 Ì=3.70
Indenter release angle γ=4°
Indenter head C Ì=2.95
The head difference with the cover head â–³C=0.1
Indenter diameter Φc=52.4
Edge thickness T=0.95±0.15
Hemming width Wc=2.40±0.15
Can lid countersunk head C=2.9±0.10
Cover hook length CH=1.6~1.8
Can hook length BH=1.5~1.7
Splice rate (%) = 60 to 70
Wrinkle degree (%)=40~55