Artificial Intelligence
Failure Analysis of Shaft Gear of 18Cr2Ni4W Roadheader
The shaft gear of a boring machine produced by a company is made from 18Cr2Ni4W steel. The heat treatment process involves carburizing and quenching the teeth to achieve an effective hardened layer depth of 0.9 to 1.2 mm, with a surface hardness ranging between 58-62HRC and a core hardness of 30-36HRC. However, during an installation test, a batch of these gears underwent tooth grinding, as shown in Figure 1, prompting a failure analysis.

**Chemical Composition**
To ensure the material meets the required standards, the chemical composition was re-examined. The results, presented in Table 1, show that the composition complies with the specified requirements.
**Table 1: Chemical Composition of Defective Parts (mass fraction) (%)**

**Hardness Testing**
(1) **Effective Hardened Layer Depth**
As shown in Table 2, the effective hardened layer depth of the failed part was approximately 0.95 mm, which is at the lower end of the technical specifications.
**Table 2: Effective Hardened Layer Depth and Hardness Gradient**

(2) **Surface and Core Hardness**
The surface hardness of the failed parts was measured between 53-55HRC, which is below the required 58-62HRC. The core hardness ranged from 36-40HRC, which is within the acceptable range but still indicates some inconsistency.
Due to the low surface hardness, the gear meshing with this shaft gear had a higher hardness, leading to excessive stress on the shaft gear during operation. This caused the gear to exceed its yield limit, significantly reducing its load-bearing capacity. As a result, plastic deformation occurred, leading to tooth grinding and a shortened service life.
**Metallographic Examination**
The purpose of this examination was to identify the nature and distribution of defects, helping to determine the root cause of the failure.
(1) **Non-Metallic Inclusions**
According to GB/T 10561-2005, the non-metallic inclusions were classified as D3, indicating a significant level of inclusions that can weaken the material structure.
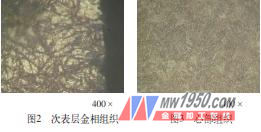
(2) **Metallographic Structure**
The carburized subsurface showed a coarse tempered martensite structure with a large amount of retained austenite, as seen in Figure 2. The martensite and retained austenite were rated at grade 6, while the carbide content was grade 1. The core structure consisted of lath martensite and ferrite, as shown in Figure 3.
**Conclusion**
(1) The metallurgical quality of the gear material is poor, with serious non-metallic inclusions that compromise the integrity of the metal matrix.
(2) The surface hardness of the gear teeth does not meet the required specifications.
(3) The presence of coarse martensite and a high amount of retained austenite in the surface layer leads to insufficient hardness, contributing to the failure of the gear.
Wood Composite Wall Cladding,Composite Wood Exterior Cladding,Composite Wood Wall Panels,Composite Wood Panels Exterior
Jinhu Jusheng Plastic Wood New Material Co.,Ltd , https://www.goldenlakewpc.com