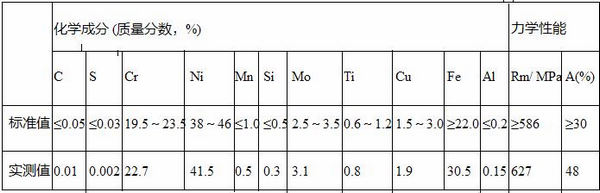
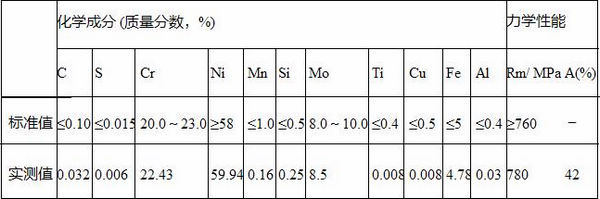
1. Overview With the continuous growth of the petrochemical industry, there is an increasing demand for materials that can withstand high temperatures and strong corrosive environments. Our company has been assigned the task of producing a docking elbow for the Turkmenistan EPC project, made from Incoloy 825, a nickel-based alloy with specifications of f355.6mm × 36.35mm. To ensure quality and safety, we conducted a welding procedure evaluation to determine the best approach for this critical application. 2. Material Properties and Welding Characteristics of Incoloy 825 Incoloy 825, also known as UNS N08825, is a nickel-iron-chromium based alloy known for its excellent resistance to both oxidizing and reducing environments. It exhibits superior performance against stress corrosion cracking, pitting, and crevice corrosion. The material selected for this project is ThyssenKrupp VDM sheet, whose chemical composition and mechanical properties are detailed in Table 1. Table 1: Chemical Composition and Mechanical Properties of Incoloy 825 Incoloy 825 is highly sensitive to hot cracking, which can occur in different forms such as solidification cracks, liquation cracks, and high-temperature plastic deformation cracks. These cracks typically form during the solidification process due to impurities like sulfur and nickel, which create low-melting eutectics. Additionally, the poor thermal conductivity of Incoloy 825 can lead to overheating, resulting in coarse grains and reduced intergranular bonding. Therefore, careful control of the welding process is essential to prevent these issues. 3. Development of the Welding Process for Incoloy 825 (1) Welding Method Selection: For this project, manual argon arc welding was chosen over other methods like submerged arc welding or electrode arc welding. Although slower, it allows better visibility of the weld pool and provides more control, especially in tight spaces like elbows. This method ensures a clean, slag-free weld and is ideal for multi-pass welding. (2) Selection of Welding Materials: To prevent hot cracking, the welding consumables were carefully selected to limit impurities like sulfur and silicon. Stabilizing elements such as titanium were included to avoid intergranular corrosion. The ERNiCrMo-3 wire from TECHALLOY was used, and its chemical composition and mechanical properties are shown in Table 2. Table 2: Chemical Composition and Mechanical Properties of ERNiCrMo-3 (3) Joint Design and Groove Preparation: Due to the high viscosity of Incoloy 825, an appropriate groove angle (60°–70°) and root gap (2.5–3.0 mm) were selected to improve weldability. Machining or plasma cutting was used for groove preparation, but acetylene cutting was avoided to prevent contamination. Pre-weld polishing was necessary to reduce work hardening effects. (4) Pre-Weld Cleaning: Surface oxides and contaminants such as oils, paints, and dust were removed using a stainless steel wire brush and acetone. These substances can form low-melting eutectics with nickel, increasing the risk of hot cracking. (5) Welding Parameters: A small current, short arc, and fast travel speed were used to minimize heat input and avoid excessive cracking. Multi-layer, multi-pass welding was employed to ensure proper penetration and bead shape. Argon gas was used for protection on both sides of the weld, with flow rates of 8–12 L/min for the front and 15–20 L/min for the back. After welding, the surface was cleaned while still hot to remove oxides and achieve a bright finish. (6) Post-Weld Stabilization Treatment: Stabilization at 930–950°C for 20 minutes improved the material's resistance to intergranular corrosion by promoting the formation of titanium carbides, which help stabilize the microstructure. 4. Mechanical Property Testing Tests were conducted according to ASME IX-2010ED 2011AD and customer requirements: (1) Tensile Test: The tensile strength reached 645 MPa, exceeding the parent metal’s minimum requirement. The fracture occurred in the heat-affected zone, indicating good joint performance. (2) Bend Test: Two transverse bends and two back bends showed no defects, passing the test with a 180° bend and a 24 mm diameter. (3) Intergranular Corrosion Test: Using ASTM G28 A, the result was 0.031 mm/month, well below the 0.08 mm/month threshold. (4) Hardness Test: The hardness value (HV10 ≤ 345) met the required standards. 5. Conclusion The welding process and stabilization treatment proved effective in preventing hot cracks and ensuring the mechanical properties of the welded joint meet all design requirements. This not only validates the feasibility of the process but also provides reliable technical support for future projects involving similar materials. More Products Shanxi Skysea Pump Lndustry Co.,Ltd. , https://www.skyseatianhai.com