Hex Bolt,Brass Hex Head Bolt,Brass Hex Head Screws,Hex Head Flange Bolt Suzhou Guangxuan Fasteners Co.,Ltd. , https://www.beinuofastener.com
Heat treatment deformation process for controlling thin wall sleeve of coal mine excavator loader
The thin-walled sleeve is a critical component of the coal mine excavator loader, subjected to significant impact and friction during operation. The quality of its heat treatment and geometric accuracy play a vital role in determining its service life. Due to the stress it experiences, the geometry of the thin-walled sleeve can easily deform during heat treatment, making the process particularly challenging. Through detailed analysis and testing of the heat treatment procedures, an optimized plan and parameters were developed to effectively control deformation.
**First, Technical Parameters of the Thin-Walled Sleeve**
As shown in Figure 1, the thin-walled sleeve used in the coal mine loader has different technical specifications based on material type (see the attached table for chemical composition):
1. For 42CrMo steel: Quenching treatment with a surface hardness of 45–50 HRC.
2. For 38CrMoAlA steel: Quenching and tempering followed by nitriding. The core hardness ranges from 240–280 HBW, the nitride layer depth is between 0.2–0.4 mm, and the surface hardness reaches 970–1100 HV.


**Second, Heat Treatment Process Plan and Testing**
1. **Process Planning**
- **Pre-heat treatment**: The blank undergoes quenching and tempering to relieve forging stresses, refine grain structure, and improve machinability.
- **Aging treatment**: After semi-finishing, stress relief aging is performed using nitrogen gas to prevent oxidation and reduce deformation before final heat treatment.
- **Heat treatment for 42CrMo**: Rapid heating to 900°C, then quenched at 860°C. Cooling medium temperature is maintained above 100°C, and the part is cooled vertically to minimize distortion.
- **Heat treatment for 38CrMoAlA**: Ion nitriding is applied to reduce deformation while achieving high surface hardness.
2. **Process Testing**
- Real workpieces are tested according to the process plan, with strict control over each stage to ensure quality.
- Metallurgical defects in raw materials are minimized through repeated piercing and forming.
- For 42CrMo, quenching is done at 850°C (oil cooling at ≥80°C), followed by tempering at 620°C.
- For 38CrMoAlA, quenching is at 920°C (oil cooling at ≥80°C), tempered at 650°C.
- After semi-finishing, aging is performed at 580°C with slow heating and cooling to avoid stress.
- Final treatments include low-temperature tempering for 42CrMo and ion nitriding for 38CrMoAlA.
**Third, Process Test Inspection**
1. **Dimensional Deformation**:
- 42CrMo sleeve deformation (single side) ≤ 0.12 mm.
- 38CrMoAlA sleeve deformation (single side) ≤ 0.06 mm.
2. **Hardness Testing**:
- 42CrMo outer diameter and face hardness: 47–49 HRC.
- 38CrMoAlA nitride layer hardness: 987–1003 HV, with brittleness ≤ 2 grade.
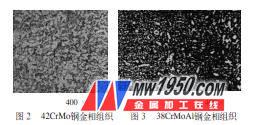
3. **Metallographic Examination**:
- 42CrMo shows needle-like tempered martensite (Figure 4).
- 38CrMoAlA exhibits a small amount of vein nitride (Figure 5).

**Fourth, Conclusion**
1. For thin-walled forgings, quenching and tempering is recommended to relieve forging stress, refine grains, and enhance machinability.
2. Nitriding provides minimal deformation and high surface hardness, making it ideal for producing high-hardness thin-walled sleeves.